



 En
En
En
En

Плотность материала: ≥3.90 г/см ³.
Изгибающая прочность: ≥350 MPa.
Неровность поверхности: Ra≤0.1 μm.
Допуск по размеру: погрешность округления - 0,005 мм.
Рабочая температура: 10-45 градусов (более высокие температурные диапазоны могут быть настроены).
- о, да. Введение продукта:
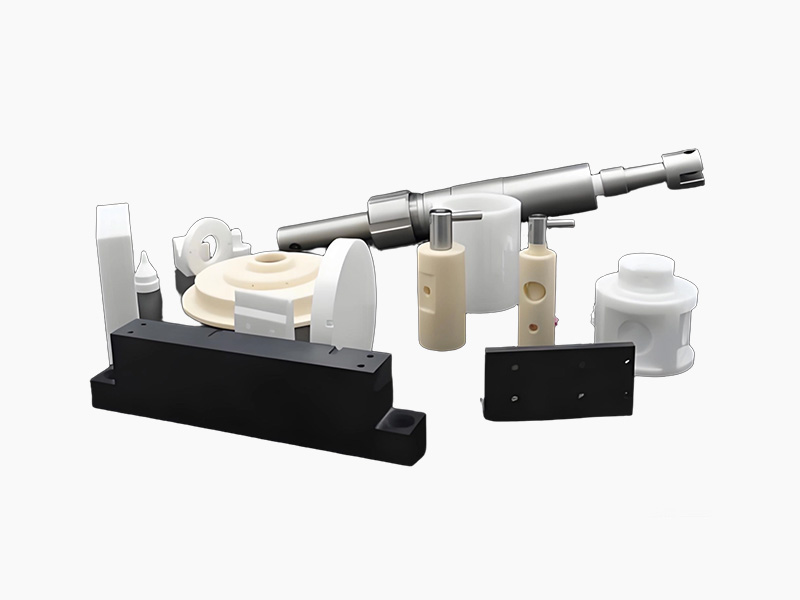
Циркониевые керамические плунжерные рукава представляют собой высокоточные промышленные компоненты, изготовленные из высокопроизводительных циркониевых керамических материалов, собранные с использованием таких методов, как керамическое соединение с металлом, сварка, инсталляция и рукава. Они, как правило, используются в поршневых системах уплотнения движения или конвейерных системах под высоким давлением, с высокой степенью износа или в условиях высокой коррозионной среды и являются ключевыми компонентами оборудования, такого как поршневые насосы.
1. Основные характеристики включают:
Сверхвысокая твердость (твердость циркония ≥9 Mohs, рядом с diamond).
Коррозионная стойкость (устойчивость к воздействию сильных кислот, прочных оснований и органических растворителей).
Низкий коэффициент трения.
Длительный срок службы (износостойкость в 5-10 раз выше, чем у металлических плунжеров).
- о, да. Основные показатели деятельности
Превосходная износостойкость: твердость достигает гра82 -85, что более чем на 30% выше по сравнению с закаленной сталью, а срок службы в 5-10 раз превышает срок службы металлических плунжеров.
Превосходная коррозионная стойкость: скорость потери массы после погружения в 10% соляной кислоты (25°C) в течение 30 дней составляет < 0,01%, намного выше 316L нержавеющей стали.
Высокая температурная стабильность: температура плавления может достигать 1500 градусов, сохраняя структурную стабильность даже в высокотемпературных средах.
Высокая точность обработки: поверхностная отделка достигает зеркального эффекта (Ra≤ 0,005 μm), коэффициент трения низок до 0,02.
Самосмазывающиеся свойства: микропористость рабочей поверхности оказывает самосмазывающее действие, уменьшая потребность в традиционной смазке.
- о, да. Производственный процесс
Производство керамических плунжеров циркония объединяет в себе материаловедение и технологии точной обработки:
Подготовка сырья: используется наноскальный порошок циркония (ZrO₂, чистота ≥ 99,9%), с добавлением оксида иттрия (Y₂O₃) в качестве стабилизатора.
Процесс формования: используется сухое прессование (100-200 мпа) или изостатическое прессование (200-300 мпа).
Процесс спекания: спекание при высоких температурах осуществляется в 1600-1800 гг.
Точность обработки: алмазная шлифовальная обработка колес в сочетании с лазерной полировкой позволяет получить погрешность осевой окружности от ≤0.005mm.
Supports custom specifications.














