











Производство керамических сварочных штифтов является точным и специализированным процессом, который включает в себя несколько этапов, от подготовки сырья до окончательной инспекции. Каждый шаг тщательно контролируется для обеспечения соответствия штырьков строгим стандартам качества, необходимым для сварки. Этот процесс незначительно варьируется в зависимости от используемого керамического материала (глинозема, циркония или нитрид кремния), но основные этапы остаются последовательными.

Первым шагом в производстве керамических сварочных штифтов является подготовка сырья. Сырье-обычно керамические порошки, такие как глинозема (Al₂O₃), циркония (ZrO₂), или кремниевой нитрид (Si₃N₄)-тщательно отбираются для их чистоты и свойств. Затем порошки заземляются и дробляются в тонкую навозную жижу или порошок, что обеспечивает единообразный размер частиц. Этот шаг имеет решающее значение, поскольку размер частиц влияет на плотность и прочность конечного продукта.
Затем, керамический порошок формируется в желаемую форму сварочного штифта. Используется несколько методов формования, включая литье под давлением, экструзию и прессование. Литье под давлением обычно используется для сложных форм, в то время как экструзия используется для прямых штырьков. Пресс используется для простых форм и включает сжатие порошка в плесень под высоким давлением. Метод формования выбирается в зависимости от размера, формы и количества производимых штырей.
После формовки зеленые (необжигаемые) керамические сварочные штыри высушиваются для удаления влаги. Этот шаг важен для предотвращения трещин в процессе спекания. Процесс сушки, как правило, осуществляется в контролируемой среде с тщательно регулируемыми температурой и влажностью для обеспечения равномерной сушки.
Следующим шагом является спекание, которое представляет собой процесс нагрева зеленых булавок до высоких температур, чтобы связать керамические частицы вместе. Температура спекания варьируется в зависимости от материала: глинозема булавки спекаются при 1500°C до 1700°C, циркония булавки при 1400°C до 1600°C, и кремниевой нитрид булавки при 1600°C до 1800°C. Во время спекания, керамические частицы сливаются вместе, образуя плотную, сильную структуру. Процесс спекания также улучшает тепловые и механические свойства булавок.
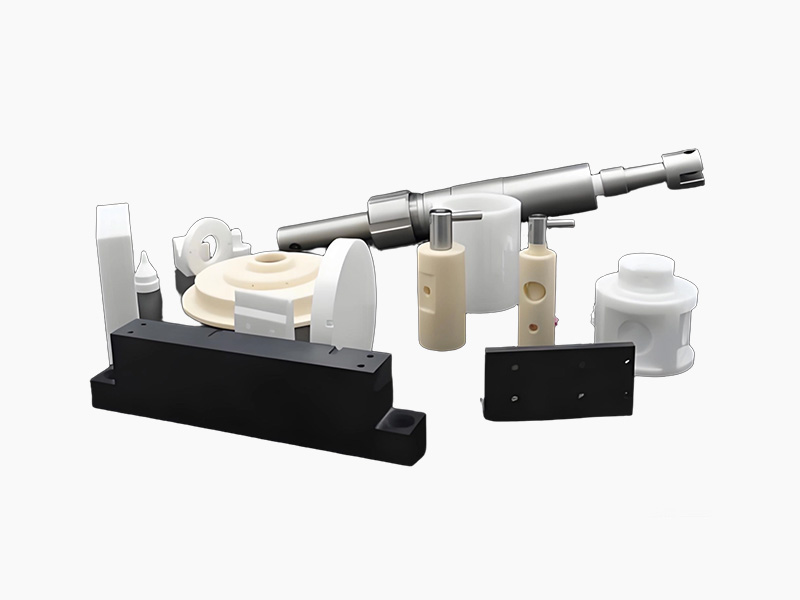
После спекания керамические сварочные штыри подвергаются точной обработке для достижения желаемых размеров и поверхностной отделки. Процессы обработки включают шлифование, лаппинг и полировку, которые обеспечивают гладкую поверхность и точные допуски (часто такие же жесткие, как и ± 0,02 мм). Этот шаг имеет решающее значение для обеспечения того, чтобы штыри идеально вписывались в сварочную арматуру и обеспечивали точное позиционирование.
Заключительным этапом производственного процесса является контроль качества. Каждый керамический сварочный штифт проверяется на наличие таких дефектов, как трещины, фишки или неточности размеров. Булавки также проверяются на механические свойства, включая твердость, прочность и износостойкость.
Некоторые производители также предлагают специальные керамические сварочные штырьки, которые включают в себя дополнительные шаги, такие как проектирование формы на основе спецификаций клиента и настройка производственного процесса в соответствии с уникальными требованиями. Эта настройка гарантирует, что штырьки прекрасно вписываются в сварочное оборудование заказчика и отвечают его специфическим потребностям применения.